探討玻璃鋼離心風機的葉輪的技術
發布者: 正(zhèng)州環保 時間:2021-12-8 9:05:40
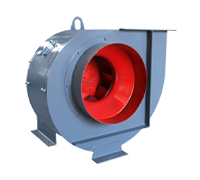
因該型通風機外形小巧,在主電機上安裝時(shí)占用的(de)空間位置不大,用戶對此比較認可。所以在改進時保留了原通風機(jī)的蝸殼組件、進風口組件及進氣箱,主要針對葉輪進(jìn)行了重新核算設計,以排除原葉輪存在的(de)缺陷。
設計改進時保證了以下幾點(diǎn):
(1)新葉輪的寬度≤原葉輪的寬度,以(yǐ)保證葉輪與進風口的正(zhèng)常(cháng)距離;
(2)新葉輪的外徑≤原葉輪的外徑,保證(zhèng)能順利安裝;
(3)新葉輪葉(yè)片數量少於原(yuán)葉輪葉片的數量,加工工藝性能優於原(yuán)葉輪的工藝性能(利於各配件的(de)加(jiā)工成型及葉片與輪盤、輪蓋的總裝);
(4)整體葉輪的強度、剛度大於原葉輪,同時(shí)滿足風機運行所需要的核心係數;
(5)配(pèi)裝新葉輪風機的空氣動力性能優於裝配原葉輪的風機。
綜合以上各點要求,進行詳細的分(fèn)析、計算與理論驗證,以保證新設計葉(yè)輪的可靠性和空(kōng)氣動力性能。
該(gāi)葉輪采用了32個葉片(其中加(jiā)強型葉片4個,常規葉片28個),各葉片與輪蓋(gài)、輪盤(pán)的接合部位均要(yào)求滿焊。同時將各(gè)葉片厚度增加到3mm,輪盤厚度(dù)增(zēng)加到5mm,輪蓋的厚度(dù)增加到4mm。葉輪(lún)裝配改進後,各配件自身的強度增大,保證了焊接組件結構的穩定性和運行的可靠性。
為保證焊接時各葉片與輪盤、輪蓋的(de)垂直(zhí)度以及在圓周上的均布等分,製作了一套焊接工裝。因葉片數量減少,各葉片與(yǔ)輪盤、輪蓋間可順利實施滿焊。焊接時采取工藝措施(shī),防止葉輪的焊接變形。葉(yè)輪動平衡時所增加的平衡塊要焊牢在輪盤、輪蓋內側的相應位置。




















 189-2315-4326
189-2315-4326
 首頁
首頁